本篇介绍回流焊贴装的温度条件。防止焊接不良的关键在于仔细确认温度条件。请务必活学活用。
小型连接器中,很多情况下都会实施回流焊贴装。
连接器厂商会通过产品样本来告知回流焊时的温度条件。回流焊贴装时,请先确认温度条件等内容。
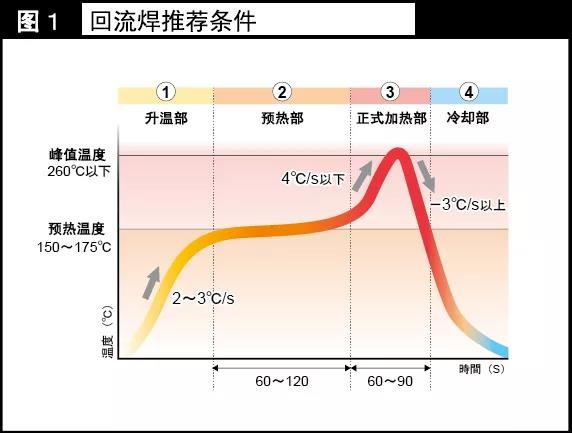
关于温度条件,根据温度设定,可分为4个阶段。
图1是本公司推荐的回流焊温度条件。
下面分别介绍各个阶段的要点和注意点。
1、升温部
在该阶段使焊锡中助焊剂所含有的溶剂蒸发,同时使温度升高。
注意:请勿使温度急剧上升。否则会使溶剂沸腾,产生焊锡球(※1),出现空隙(※2)。
2、预热部
在该阶段使温度均一化,以免部品温度出现偏差,同时易使助焊剂活性化。
注意:预热工序太短的情况下,容易出现以下不良。
3、正式加热部
在该阶段使PC板与贴装部品均匀升温,促进助焊剂的活性化状态,并升温至焊锡熔融温度。
注意:请勿使温度急剧上升。否则会产生空隙。
相反,如果温升过于缓慢,则会导致焊锡湿润性下降。
请注意不要长时间处于高温状态。否则会导致贴装部品的树脂部分融化,或造成热变形。
4、冷却部
在该阶段利用送风进行冷却。
注意:请急速冷却。缓慢冷却的情况下,可能会削弱焊接强度。
※注释
◼ 焊锡球:焊锡上出现的球状结块。会飞溅到其他触点上,造成短路。
◼ 生成空隙:在焊锡内部产生气泡。会削弱焊接强度。
◼ 爬锡现象:焊锡爬升到连接器端子上的现象。会使焊接强度下降,并造成导通不良。
◼ 搭焊:连相邻端子都焊接在内的现象
本文地址:
http://www.cnjat.com/zixun/xyxw/1678.html转载时请注明出处。